




技术专栏
← 返回上一级
CNC装配件设计注意事项与图档要求
2026-07-13 19:05:11
23
0
为了确保多零件装配件能够顺利加工、准确配合、稳定装配,并减少后期返修、干涉、漏气、拧不进、装不上等问题,请在提交 3D 图档和 2D 图纸前,重点关注以下设计事项。
本文章主要针对装配件在设计阶段容易忽略的问题进行说明,便于贵司在下单前提前检查与优化。
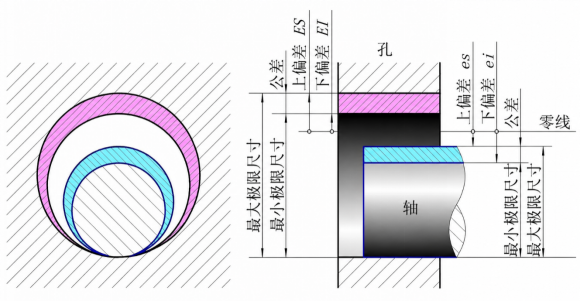
一、装配间隙与配合要求
装配类零件不建议采用“零对零”设计。
例如:轴设计为 Ø10.00mm,孔也设计为 Ø10.00mm,在 3D 软件中看似完全贴合,但实际加工后会受到加工公差、表面粗糙度、表面处理厚度、装配方向和配合长度等因素影响,容易出现无法装配、装配过紧或卡死的情况。
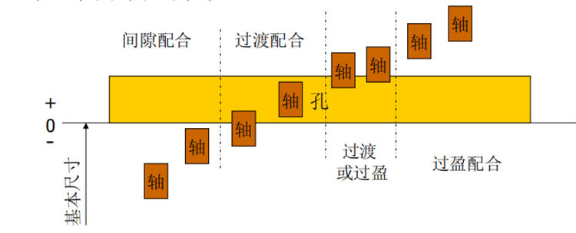
1. 常见装配间隙建议
装配类型 | 适用情况 | 建议间隙 |
压入固定配合 | 定位销、销钉、衬套等不需要频繁拆装的位置 | 过盈 -0.01mm-0.02mm |
紧密定位配合 | 需要定位但可拆装,如定位孔、定位台阶 | 单边间隙 0mm-0.01mm |
普通插接配合 | 盖板、壳体、插接件、小型装配件 | 单边间隙 0.02mm-0.05mm |
普通装配配合 | 中等尺寸零件、一般安装面、外壳装配 | 单边间隙 0.05mm-0.10mm |
大尺寸装配配合 | 大外壳、大盖板、长边框、长配合面 | 单边间隙 0.10mm-0.20mm |
滑动配合 | 滑块、导轨、抽拉结构、活动配合面 | 单边间隙 0.05mm-0.10mm |
长距离滑动配合 | 长导轨、长滑槽、配合长度较长的位置 | 单边间隙 0.10mm-0.20mm |
塑料件装配 | ABS、PC、POM、尼龙等塑料件插接或滑动 | 单边间隙 0.05mm-0.15mm |
多孔位螺钉装配 | 多个螺钉同时定位装配,孔距存在累积误差 | 螺钉过孔适当放大 0.2mm-0.5mm |
喷漆/喷粉后装配 | 表面处理后仍需插接、滑动或定位的位置 | 在原间隙基础上额外增加涂层厚度 |
2. 设计建议
1. 装配件中需要插入、滑动、定位、扣合的区域,应提前预留合理间隙。
2. 配合长度越长,越不建议采用过小间隙。
3. 大尺寸外壳、长边框、长导轨等结构,应考虑加工变形和装配累积误差。
4. 图纸中应明确标注关键配合尺寸、公差等级和装配关系。
5. 对于需要严格定位的结构,建议提供装配图或配套件,以便我司进行工艺评估。
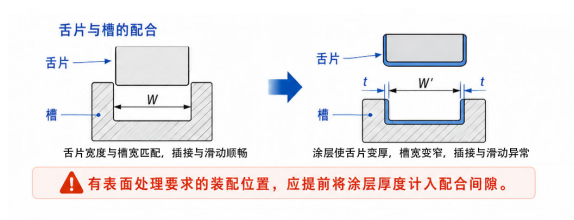
二、表面处理对装配尺寸的影响
表面处理会改变零件实际尺寸。
如果设计时未考虑表面处理厚度,可能导致孔变小、轴变大、槽变窄,从而出现装配过紧、插不进、滑动不顺畅等问题。
1. 常见表面处理厚度参考
表面处理方式 | 常见单边增厚 |
普通阳极氧化 | 约 0.005mm-0.008mm |
硬质阳极氧化 | 约 0.02mm-0.04mm |
喷油/喷漆 | 约 0.03mm-0.10mm |
粉末喷涂 | 约 0.06mm-0.15mm |
电镀/镀镍/镀锌 | 根据镀层要求单独确认 |
2. 设计注意事项
1. 孔类尺寸经过表面处理后通常会变小。
2. 轴类、凸台类尺寸经过表面处理后通常会变大。
3. 槽类尺寸经过表面处理后会变窄。
4. 滑槽、导轨、插接位、定位面、螺纹孔等装配位置,应提前考虑表面处理厚度。
5. 如果装配位置不允许有涂层,应在图纸中明确标注“装配面遮蔽”“螺纹遮蔽”或“该区域不做表面处理”。
三、螺纹结构与配套件确认
螺纹是装配件中最容易出现问题的位置,常见问题包括:螺丝拧不进、有效牙深不足、滑丝、锁不紧、非标螺纹无法匹配等。
1. 盲孔螺纹应预留底孔空间
盲孔螺纹不建议按“孔深多少,螺纹就做满多少”进行设计。
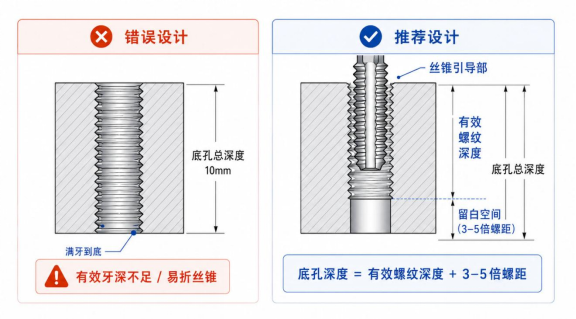
丝锥或螺纹刀前端存在导向部分,底部无法形成完整牙型。若底孔空间不足,容易导致丝锥折断、有效螺纹深度不足或螺丝无法锁到底。
设计建议:
1. 图纸中应明确标注有效螺纹深度和底孔深度。
2. 底孔深度建议大于有效螺纹深度。
3. 一般可按以下方式预留:
底孔深度 = 有效螺纹深度 + 3 至 5 倍螺距
4. 对于小螺纹、深螺纹、硬质材料螺纹,应适当增加安全余量。
2. 标准螺纹应明确规格与公差
标准螺纹应在图纸中明确标注:
1. 螺纹规格,例如 M3、M4、M5、M6 等。
2. 螺距,如 M6×1。
3. 螺纹深度或有效牙深。
4. 公差等级,如 6H。
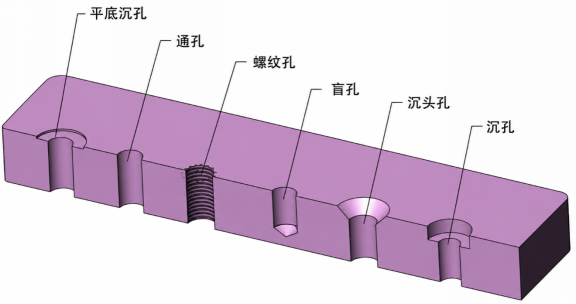
5. 是否为通孔、盲孔、沉头孔或沉孔结构。
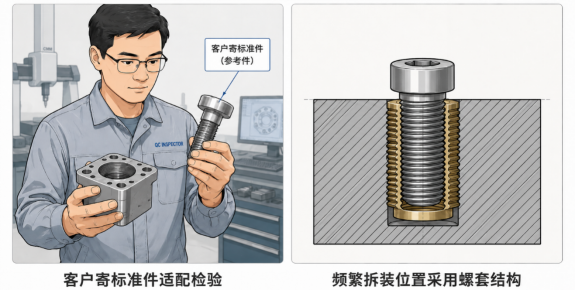
3. 非标螺纹或特殊配合件建议寄样
对于非标螺纹、特殊牙型、气管接头、外购接头、特殊螺栓等结构,仅凭图纸参数容易出现配合偏差。
建议处理方式:
① 客户寄配套件:
建议客户将需要配合的螺栓、接头、轴、外螺纹件等实物寄给我司,我司可按实物进行试配确认。
② 我司协助代配:
如客户不便寄件,可委托我司按图纸参数协助采购标准件进行验证,相关采购成本计入订单。
③ 图纸明确标准来源:
如为特殊标准件,请提供型号、品牌、标准号或采购链接,避免因标准理解不一致造成装配异常。
4. 对接锁紧结构应避免上下牙直接锁紧
部分装配结构中,会出现上下两个零件均设计螺纹孔,再通过螺钉直接对接拧紧的情况。此类结构容易因螺纹啮合长度不足、上下螺纹不同轴、锁紧力无法稳定传递等原因,导致锁紧不牢、滑牙、松动或装配困难。
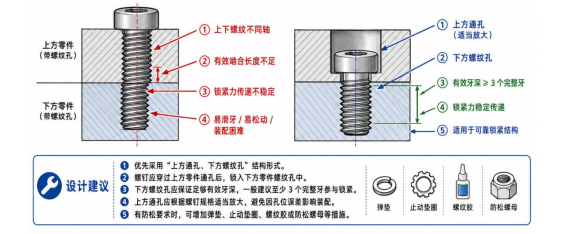
设计建议:
1. 对需要可靠锁紧的装配结构,优先采用“上方通孔、下方螺纹孔”的结构形式。
2. 螺钉应穿过上方零件的通孔后,锁入下方零件的螺纹孔中,避免上下两个零件同时做螺纹后直接对接锁紧。
3. 下方螺纹孔应保证足够的有效螺纹深度,一般建议至少有 3 个完整牙参与锁紧;对于受力较大或需反复拆装的位置,应适当增加有效牙深。
4. 上方通孔应根据螺钉规格适当放大,避免因孔位误差导致螺钉无法顺利穿入。
5. 对有防松要求的位置,可根据使用场景增加弹垫、止动垫圈、螺纹胶、防松螺母等防松措施。
5. 频繁拆装位置建议使用螺套
对于铝合金、镁合金、塑料等材料,如果螺纹位置需要频繁拆装,建议设计钢丝螺套或自攻螺套结构。
图纸中应明确:
1. 螺套规格。
2. 安装深度。
3. 是否由我司安装。
4. 是否需要客户提供螺套或指定品牌型号。
5. 接水接气螺纹不建议上螺套,影响气密性,有泄露风险。
6. 电木与环氧板无法使用热熔铜螺套工艺。
四、定位销孔与多孔装配要求
定位销常用于两个或多个零件之间的精密定位。
但如果所有定位孔都设计得过于理想,容易出现孔位对不上、销钉压不进、零件装不到位等问题。
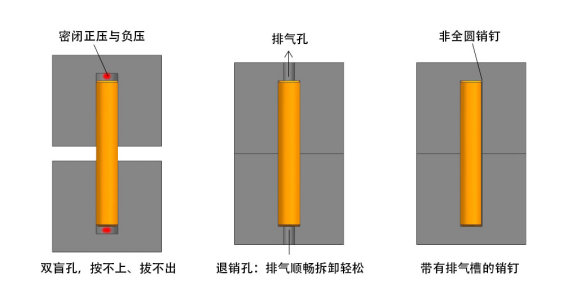
1. 避免“双盲孔”定位销结构
两个零件各设计一个盲孔,中间用销钉连接时,容易出现以下问题:
1. 销钉压入时,盲孔内部空气无法排出。
2. 孔内残留油液被压缩,形成反推力。
3. 装配后零件无法完全贴合。
4. 后期拆卸困难,销钉不易取出。
设计建议:
1. 定位销孔优先设计为通孔。
2. 如必须使用盲孔,应考虑排气结构。
3. 可在其中一个零件上设计退销孔。
4. 必要时选用带排气槽或扁位的销钉。
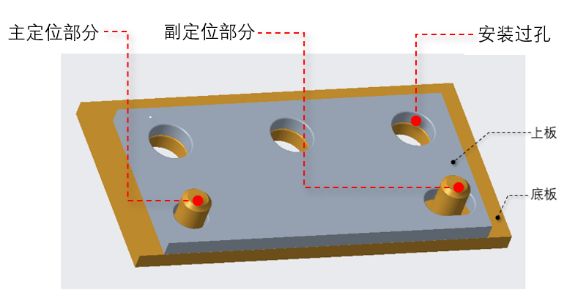
2. 多定位孔应避免全部做成精密配合
如果两个零件之间设计多个定位销孔,且每个孔都要求精密配合,只要孔距存在微小误差,就可能造成装配锁死。
设计建议:
1. 遵循“一圆孔一长圆孔”的定位原则。
2. 一个孔负责主定位,另一个长圆孔负责方向定位。
3. 其余孔位应作为避让孔或螺钉过孔。
4. 螺钉过孔建议根据装配情况适当放大 0.2mm-0.5mm。
5. 多孔装配时应明确统一基准,避免不同零件使用不同基准导致孔位累计误差。
五、螺钉孔、沉孔与工具操作空间
螺钉孔设计不仅要考虑螺钉能不能装进去,还要考虑后期能不能使用扳手、螺丝刀、套筒等工具进行锁紧。
1. 螺钉过孔建议
螺钉规格 | 建议过孔尺寸 |
M2 | Ø2.2mm-Ø2.4mm |
M3 | Ø3.2mm-Ø3.5mm |
M4 | Ø4.3mm-Ø4.5mm |
M5 | Ø5.3mm-Ø5.5mm |
M6 | Ø6.5mm-Ø6.8mm |
M8 | Ø8.5mm-Ø9.0mm |
2. 沉孔与沉头孔要求
图纸中应明确标注:
1. 螺钉规格。
2. 沉孔直径。
3. 沉孔深度。
4. 沉头角度。
5. 是否要求螺钉头低于表面、齐平或允许高出表面。
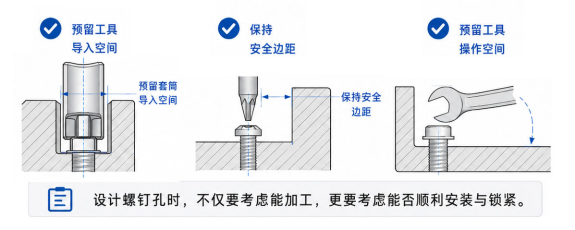
3. 工具操作空间要求
设计时应预留足够的工具操作空间,避免出现螺丝孔能加工,但后期无法装配的情况。
常见问题包括:
1. 沉孔太深,套筒无法伸入。
2. 孔位靠近高侧壁,螺丝刀或扳手无法操作。
3. 螺钉位布置在狭窄角落,无法正常锁紧。
4. 螺钉孔靠边太近,装配时容易破边、胀裂或强度不足。
设计建议:
1. 螺钉孔周边应预留扳手、螺丝刀、套筒等工具空间。
2. 螺钉孔靠近侧壁、凸台或台阶时,应确认工具是否能垂直进入。
3. 靠边螺钉孔应保留足够壁厚,避免装配受力后开裂。
4. 多个螺钉同时装配时,应注意锁紧顺序和孔位避让。
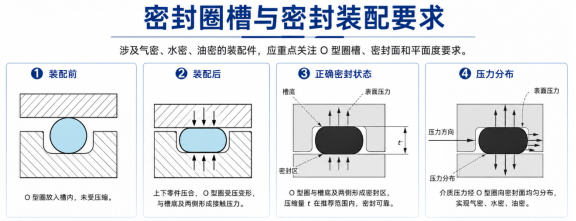
六、密封圈槽与密封装配要求
涉及气密、水密、油密的装配件,应重点关注 O 型圈槽、密封面和平面度要求。
密封结构设计不合理,容易导致漏气、漏水、密封圈挤伤、装配困难等问题。
1. O 型圈槽不建议凭经验随意设计
O 型圈槽的宽度、深度和压缩量会直接影响密封效果。
如果槽太浅,装配后容易挤伤密封圈;如果槽太深,压缩量不足,容易泄漏;如果槽太窄,密封圈可能被挤断或变形。
设计建议:
1. O 型圈槽应参考相关标准进行设计。
2. 图纸中应明确 O 型圈规格。
3. 标注槽宽、槽深、槽底圆角和表面粗糙度。
4. 明确密封面是否有平面度要求。
5. 关键密封槽建议在图纸中明确粗糙度要求,如 Ra1.6 或 Ra0.8。
2. 密封面应避免断开和破坏
密封面上应尽量避免螺钉孔、过孔、尖角、断槽等结构直接破坏密封路径。
设计建议:
1. 密封圈应形成完整闭合回路。
2. 螺钉孔应尽量布置在密封圈外侧或内侧,不建议压在密封路径上。
3. 密封面不建议设计过窄。
4. 对有气密要求的零件,建议提供装配图和密封要求说明。
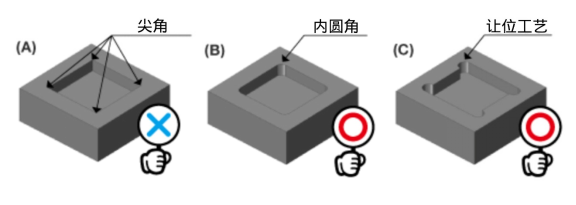
七、内角位置应考虑 R 角影响
CNC 加工内部直角时,因刀具为圆形,内角处会自然形成 R 角。
如果另一个零件是方形直角结构,并且需要完全插入该位置,就可能因为内角 R 角产生装配干涉。
设计建议:
1. 对内部插接位、方形凸台安装位,应提前设计 R 角避让。
2. 如对方零件为直角结构,可在内角处增加清根孔、U 型让位槽或角隅让位。
3. 不建议为了追求理论尖角而直接要求 CNC 加工绝对直角。
4. 如确实需要尖角,应提前说明,由我司评估是否采用放电或线割工艺。
八、装配图档提交要求
为了便于我司准确理解装配关系,建议客户在提交图档时提供以下资料:
1. 3D 零件图档。
2. 2D 工程图纸。
3. 装配图或爆炸图。
4. 关键配合位置说明。
5. 螺纹规格、有效牙深和底孔要求。
6. 定位销规格、孔位公差和装配方式。
7. 表面处理要求及是否需要遮蔽装配面。
8. O 型圈、螺钉、销钉、接头等外购件规格。
9. 非标配合件或特殊螺纹件,建议提供实物或明确标准型号。
10. 对气密、水密、滑动、频繁拆装等功能位置,应在图纸中重点标注。
九、总结
装配件设计的核心,不只是单个零件能不能加工出来,更重要的是多个零件加工完成后能不能顺利装配、稳定使用。
请重点关注以下问题:
1. 是否预留了合理装配间隙。
2. 是否考虑了表面处理后的尺寸变化。
3. 螺纹是否有足够有效牙深和底孔空间。
4. 定位销孔是否存在公差锁死风险。
5. 多孔装配是否有避让孔。
6. 螺钉孔周边是否有工具操作空间。
7. 密封槽是否符合密封要求。
8. 直角配合处是否存在干涉。
9. 是否提供了完整装配图和配套件信息。
我司在收到图档后,将结合加工工艺与装配要求进行评估。如发现可能影响装配的问题,会及时与贵司沟通确认,以减少后期返修和装配异常。

已点赞
注意:此留言仅作为与客户日常交流之用,回复不是很及时,急切问题请联系我司工作人员处理!
0 / 500





































































请先
共 0 条
- 1