




技术专栏
← 返回上一级
揭秘阳极氧化工艺:为铝合金披上科技感的外衣!
2024-07-03 11:15:23
18118
0
如果说材料塑造了产品的“肉身”,那么表面处理就是产品的“皮肤”。对于产品的颜值,表面处理有着重要的作用。比如手机、电脑、各种智能产品、家用电器......它们的外观总能带给人一种高冷、细腻的科技感。这是怎么做到的呢?
今天,小嘉就将带大家深入了解阳极氧化的奥秘!

No.1 给铝合金套上坚固的“铠甲”
阳极氧化是一种基于电化学反应的表面处理技术,常用于铝及铝合金产品中。通过电解氧化过程,在铝合金表面形成一层均匀且致密的氧化膜。
这层氧化膜具有较好的保护性能和表面硬度(普通阳极氧化表面硬度可达200-300HV,硬质阳极氧化硬度可达300-500HV),显著提高了铝合金产品的耐磨性、耐腐蚀性和电绝缘性能。

No.2 为铝合金披上科技的“外衣”
阳极氧化形成的氧化膜还具有一定的孔隙结构,可以通过染色等方式赋予零件不同的颜色(白色除外),提高其装饰性。
阳极氧化的绚丽色彩和铝合金的金属特性完美融合,最终为我们的铝合金产品披上了一层富有科技感的外衣。

iPhone航空级铝合金加阳极氧化处理:精致的金属质感、轻薄但坚固、触摸不留痕
此外,阳极氧化还有哑光和亮光之分。亮光表面反光效果好、反光度高、光线清晰明亮,可以增加产品的外观档次感,常被用于精细制品和装饰品的制作。
相比于亮光效果,哑光表面反光率低、光线模糊不明显、光感柔和不刺眼,且更加不易受到刮擦和污染的影响,所以哑光效果常出现在需要光感柔和、抗污染、不易刮花的金属制品上。

问题一:普通阳极氧化、硬质阳极氧化、导电氧化有什么区别?
以上三种氧化方式都有防自然氧化的作用,但在细节上仍有些区别:
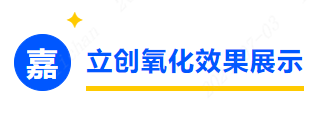
⭐ 普通阳极氧化具有一定的耐磨性能和绝缘性能;但容易上色,可选择颜色较多,适合有装饰性需求的产品。
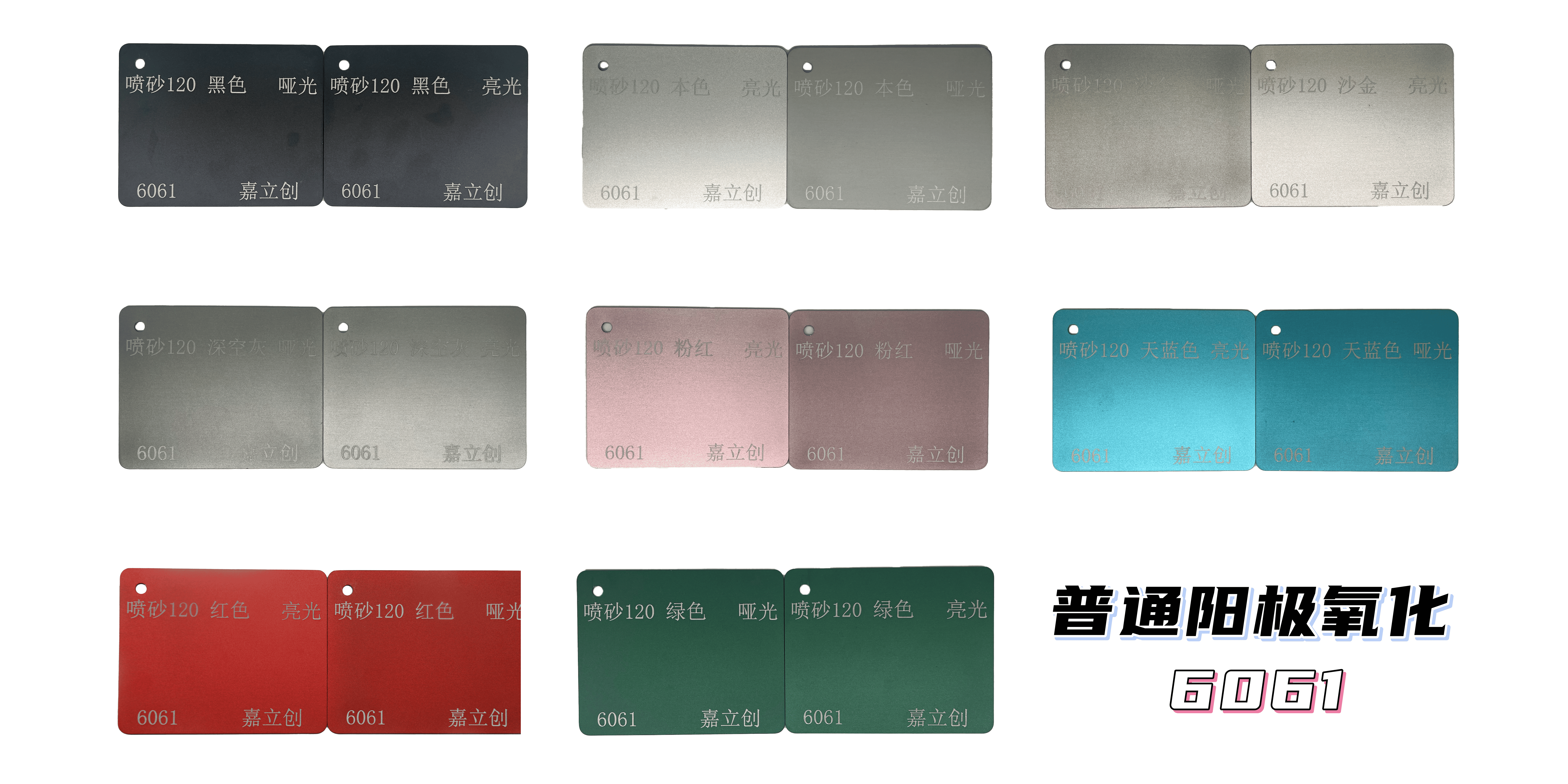
⭐ 硬质阳极氧化耐磨性能更强,绝缘性能良好,表面起到加硬作用;颜色有局限性,不适用浅色系(本色和黑色),更适合有功能性要求的产品,如油缸、传动、军工用品等。
⭐ 导电氧化则不具备耐磨性能,但导电性能更优,不支持染色,常用于一些特殊的电工和电子器件,如电解电容器、继承电路和半导体器件等。
问题二:为什么嘉立创氧化默认做喷砂-120目表面处理?
喷砂有去油、去毛刺、去锈迹、去刀痕、去砂纸纹等作用,可以使氧化颜色更均匀,表面更美观。为给大家更好的加工体验,嘉立创氧化默认做喷砂处理。
当然,这种处理方式也可能导致微孔有砂影响使用(如<M2的螺纹孔、以及<2MM的盲孔),如有精孔、精轴、齿轮面等有光滑精度要求的加工需求,可在下单备注中特别注明不喷砂。
此外,过薄的工件受到喷砂的冲击力后会严重变形,我们建议将厚度增加到1.5MM以上,或下单时备注不需要喷砂。
问题三:为什么氧化产品有色差?
氧化的颜色受材料组成的化学元素成份含量、药水浓度、氧化时间和温度等多方面的影响,因此:
① 不同批次的氧化加工,受药水浓度、氧化时间、及温度的影响,最终呈现出来的氧化效果会有些许色差。
② 同一批的氧化加工,材料不同、厚度不同,最终呈现出来的氧化颜色也会有微小差异。
问题四:氧化工件的挂点问题
从氧化树上卸下来的铝外壳,在其与氧化树接触的位置是不能被氧化到的,这个地方是提供电压的接触点,也是我们常说的挂点,挂点的位置通常会露白,甚至有夹伤的风险。
因此,我们在设计需要做阳极氧化的铝合金产品时,建议在非功能性的地方加上挂点孔位,以免破坏产品的整体感观。
问题六:阳极氧化加工的膜厚差异和设计建议
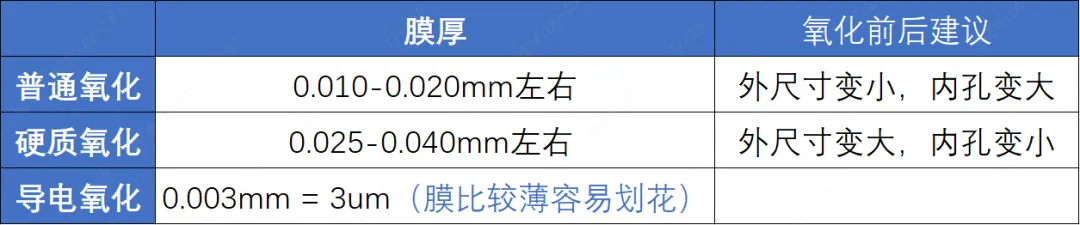
硬质氧化的氧化膜有50%渗透在铝合金内部、50%附着在铝合金表面。因此硬质氧化后产品外部尺寸变大、内孔变小;而普通氧化后外部尺寸变小、内孔变大。
当工件需要和其他零件进行装配时,我们建议给氧化预留一定的余量空间。一般来说,零件增加的尺寸大致为生成氧化膜厚度的一半左右。
问题七:氧化之后还可以喷漆吗?
阳极氧化可以显著提高油漆与铝合金的附着力,因此阳极氧化之后还可以喷漆。但由于绝缘性能,阳极氧化之后无法再喷塑(静电喷涂)。

嘉立创CNC为用户提供高性价比、快速的打样制造服务,目前已全面支持普通阳极氧化、硬质阳极氧化、导电氧化表面处理。(钣金暂仅支持普通阳极氧化)
1. 普通阳极氧化----铝合金5052

2. 普通阳极氧化----铝合金6061
3. 普通阳极氧化----铝合金7075

4. 硬质阳极氧化
嘉立创CNC氧化服务相关说明:
① 效果仅供参考:受拍摄环境、电子屏幕显示、氧化厚度、氧化批次等影响,上面所展示的效果图仅供参考,最终效果请以实物为准。
② 氧化默认喷砂:如无需喷砂,可备注说明。
③ 氧化颜色问题:目前仅支持系统可选颜色,其他自选颜色暂不支持。
④ 氧化色差问题:氧化难以避免微小色差问题,请悉知。
⑤ 氧化挂点问题:挂具所在位置必然会留下挂点和氧化不到的情况,建议预留非功能性的孔位方便挂扣。
⑥ 工件尺寸要求:氧化尺寸建议大于20*20*1mm(防挂具挂不住),微孔<M2的螺纹孔、<2MM的盲孔等的建议备注不喷砂(防微孔藏砂影响使用),工件厚度小于1.5mm建议备注不喷砂(防喷砂变形)。
⑦ 工件氧化膜厚:约在0.003mm-0.04mm之间。
⑧ 氧化订单交期:预估多出1-2天左右,如对交期有疑问请及时联系业务员进行沟通确认。
⑨ 氧化二次加工:如果氧化后工件需要二次加工去氧化层,请在2D图上注明。
⑩ 目前嘉立创CNC氧化均由外发氧化厂完成,受限颇多;自建氧化产线即将上线,敬请期待。


已点赞
注意:此留言仅作为与客户日常交流之用,回复不是很及时,急切问题请联系我司工作人员处理!
0 / 500





































































请先
共 0 条
- 1