




购物车
技术专栏
← 返回上一级
嘉立创CNC零部件外观检验标准
8791
0
本标准用于CNC零部件检验外观的标准。
外观分级 | 出货标准 |
常规外观要求 (适配结构功能性优化场景) | (1)氧化挂点:允许产品出现不影响装配功能性的氧化挂点(不超过4处) (2)氧化色差:允许产品出现细微的色差; (3)表面划伤:允许产品出现10mm 以内的细微划伤(不超过5处); (4)刀纹/台阶:允许表面出现不影响功能结构的轻微刀纹,允许手动打磨处理,无明显凸起(未选择喷砂处理时); (5)粗糙度:等同 Ra3.2; |
严格外观要求 (适配外露装配场景) | 铝合金建议选择喷砂氧化处理,以确保产品表面质感均匀,满足无瑕疵的外观要求; (1)氧化挂点:允许产品外表面存在极细微的氧化挂点,或出现在2D图纸中指定的氧化挂点位置,不允许产品外观面(默认UV印刷面或激光打标面)出现氧化挂点; (2)氧化色差:不允许产品出现肉眼可见的色差(不同批次可能存在细微色差)。 (3)表面划伤:允许产品出现 5mm 以内的细微划伤(不超过2处),不允许外观面出现划伤等瑕疵; (4)粗糙度:等同 Ra1.6; |
极致外观要求 (适配高端展示场景) | 前提条件:请选择喷砂氧化处理,以确保产品表面质感均匀,满足无瑕疵的外观要求; (1)氧化挂点:需上传2D图纸指明可接受的氧化挂点位置。允许挂点出现在指定的非主要外观面上,不允许非指定区域出现任何挂点; (2)氧化色差:不允许出现肉眼可见的色差 (不同批次可能存在色差); (3)表面划伤:不会出现任何肉眼可见的划伤等瑕疵; (4)二次表处:氧化后如需去除氧化层或高光等二次加工需求,请在2D图纸中标注位置; (5)粗糙度:等同 Ra1.6,可要求 Ra0.8; |
补充说明:
1、由于过薄的工件受到喷砂的冲击力后会严重变形。因此当工件需喷砂处理,我们建议将工件壁厚增加到1.5MM以上,或选择不喷砂。
2、由于小尺寸工件(通常指单边长<5mm、重量<1g,或结构轻薄的零件)夹持接触面积有限,且喷砂高压冲击、氧化槽液搅拌时易导致工件松动脱落,在喷砂氧化过程中存在较高掉件风险,我们建议小工件尽量不进行氧化喷砂处理。
3、由于喷砂的砂砾易卡在细小的螺纹中,从而影响 M5 以下螺纹孔的使用;因此我们会塞胶塞进行保护,M5以下的螺纹孔不做氧化处理,望您知晓该工艺安排,若有特殊氧化需求请提前告知。
下单时请根据实际需求选择对应外观等级,我们将严格按照选定标准进行生产、检验,确保交付品质与您的预期一致;
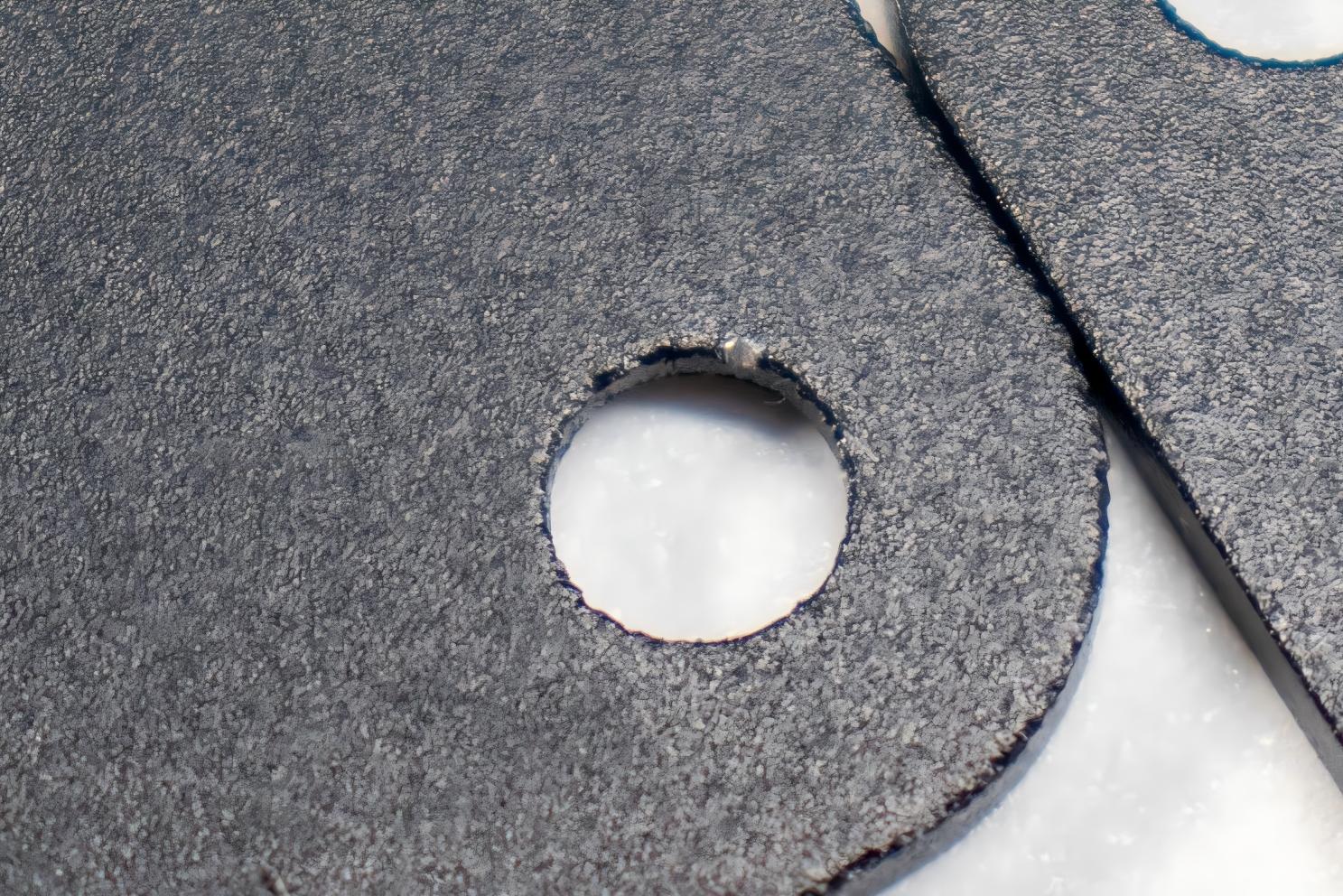
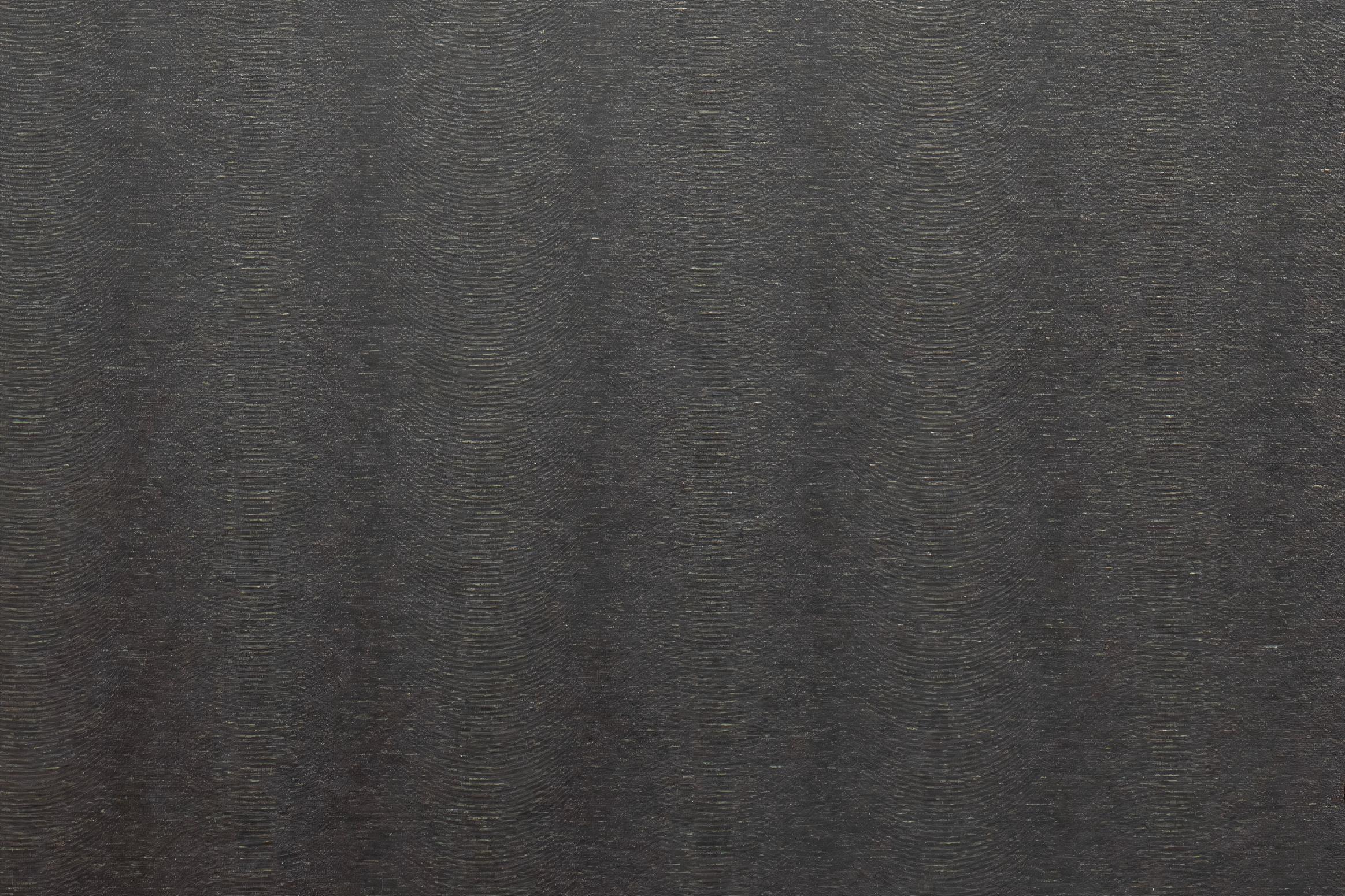
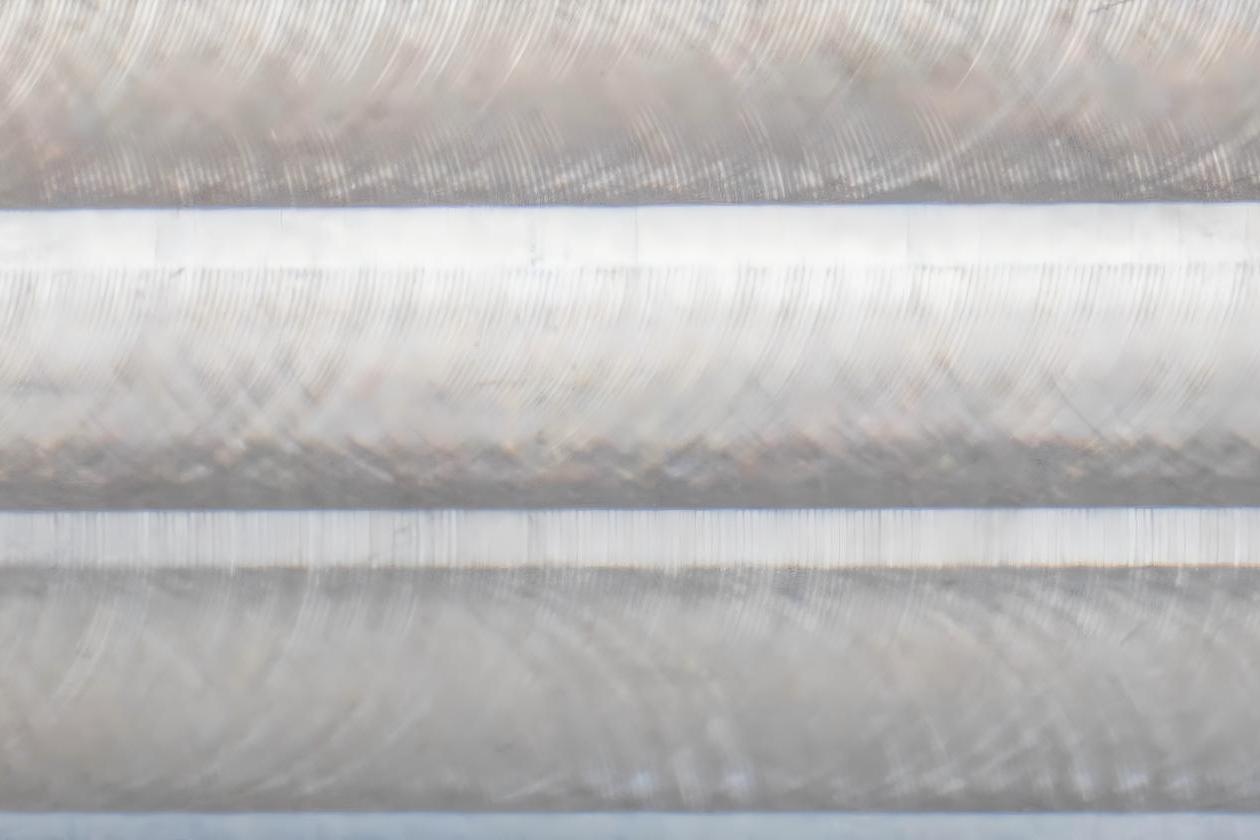
示例图:
|
|
|
|
|
UV打印-颜色叠加 | 氧化挂点 | 拉丝 | 有表处无刀纹1 | 有表处无刀纹2 |
|
|
|
|
|
激光切割纹 | 火花纹 | 快走丝 | 中走丝 | 粗糙度对比 |
|
|
|
|
|
仅氧化后刀纹 | 未氧化刀纹 | 手工打磨 VS 未打磨 | 磨花 | 划痕 |
|
|
|
|
|
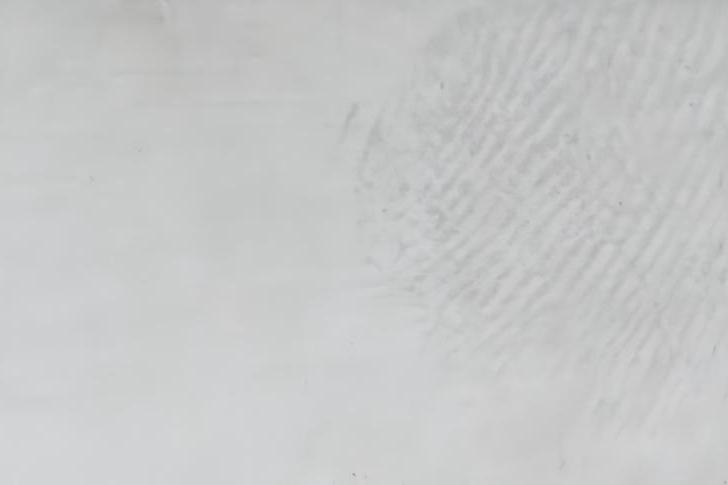
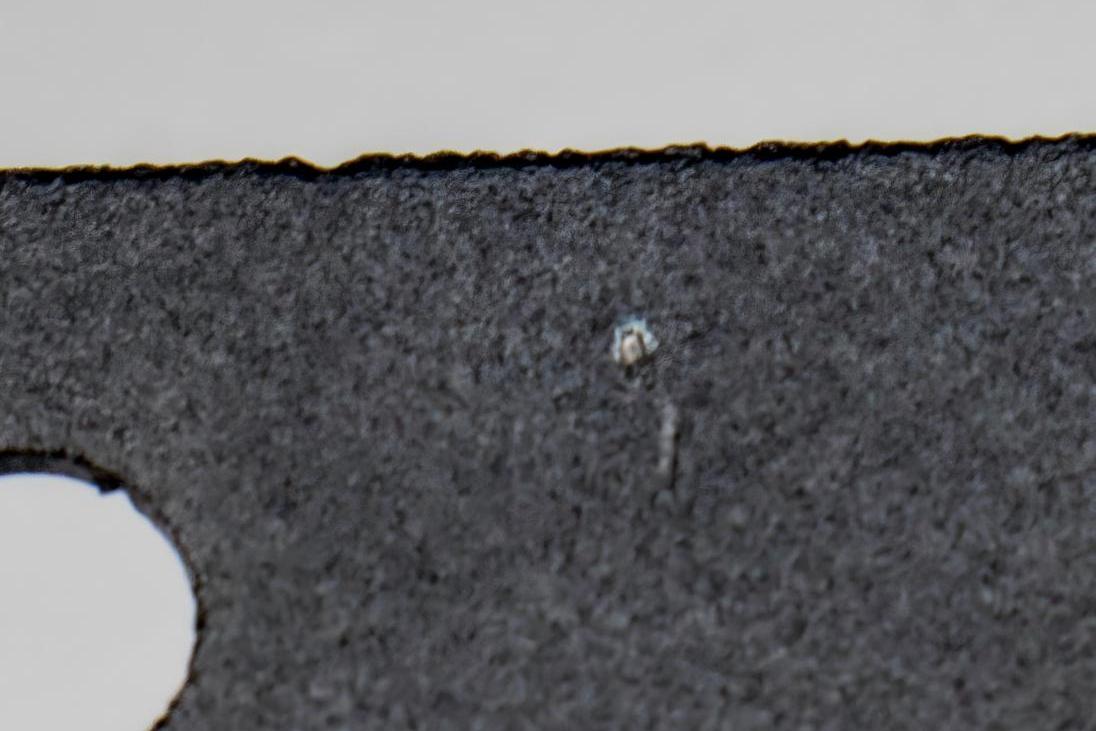
污渍 | 污迹-皮肤汗渍 | 锈迹腐蚀 | 点磕碰 | 点伤 |















赞一个
注意:此留言仅作为与客户日常交流之用,回复不是很及时,急切问题请联系我司工作人员处理!
0 / 500





































































请先
共 0 条
- 1